


HOT - DIP GALVANIZING - PROCESS
 STEP -1
STEP -1
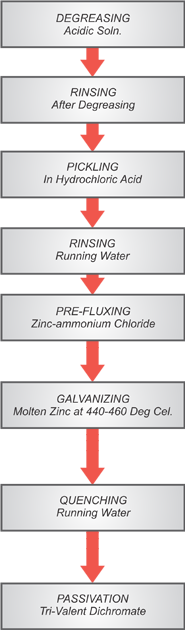
For grease & oil removal from the surface of steel, It is immersed in acid base degreaser.
STEP-2
To clean the surface of carry over salts for effective acid cleaning.
STEP-3
The rust scale & mill scale are removed from the surface of the steel by passing it through 15 to 20% conc. HCL.
STEP-4
Steel is again rinsed to remove acid & iron salts.
STEP-5
Steel is then passed through hot zinc,ammonium chloride to prevent oxidation & ensure that the surface is prime before molten zinc immersion.
STEP-6
Oxide free steel is immersed in molten zinc at a temperature of 450-460 deg Celsius to form zinc–iron alloy. The period of dip depends on the zinc & weight of steel item immersed.
STEP-7
The steel immersed in molten zinc is slowly withdrawn & immersed in cold water to ensure a metallurgically strong bond to steel completely covering the whole steel.
STEP-8
The steel is immersed in Di-chromate solution for providing an envelope film for additional protection to zinc coating during transit or wet storage stains in warehouse.
